07,10,2026 1Ansichten
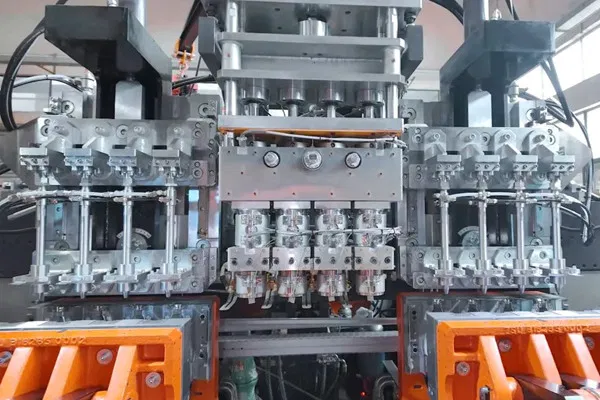
Voll elektrische SpritzgießmaschineWeit anerkannt für ihre hohen Präzisions-, Sauberkeits- und Energieeinsparungsvorteile, bestimmen diese Eigenschaften in den meisten Produktionsszenarien direkt die gesamte Leistung der Anlage.
Aber unter Arbeitsbedingungen wie dünnwandigen Verpackungsbehältern, Fässern, in-Form-Etiketten (IML) und Hochkammer-Stapelformen sind die Bewertungskriterien sehr unterschiedlich. Die Energieregulierung im Millisekundenbereich vor und nach dem Ende der Befüllung ist wesentlich wichtiger als die maximale Steifigkeit oder Beschleunigung des Geräts.
Sobald der Prozesszustand in dieser Phase stabil ist, kann die Produktleistung natürlich kontrolliert werden; Wenn die Schwankungen unstabil sind, auch wenn die leistungsstarke Spritzgießmaschine undFormAuch abweichen sie von den verifizierten Standardprozessfenstern.
Wir haben Adam Isbitsky, Formtechniker und Geschäftsentwicklungsmanager von Husky, eingeladen, um seine praktische Erfahrung in der Verpackungsproduktion zu kombinieren.Der tiefe Abbau ist der Kern des Verpackungsspritzprozesses.
Millisekundenwechsel
Schlüsselmomente für die Entscheidung über den guten und schlechten Prozess
Schlüsselmomente für die Entscheidung über den guten und schlechten Prozess
In einer High-Speed-Formszene dauert das Füllen einer 64-Kammer-Dünnwandform nur 0,18 Sekunden. Kleine Veränderungen der Schmelzveskizität und einige Millisekunden Abweichungen des V/P-Schalts (Geschwindigkeit/Druck) können kurzzeitige Druckschwankungen auslösen.
Wenn die Kontrolle nicht ausgeglichen ist, treten oft zwei typische Situationen auf:
Zu hoher Druckspitze: Auslösung der Fliegenkante, Produktübergewicht, Kernbeugung
Der Drucktalwert sinkt zu schnell: verursacht unzureichende Spritzstoffe und unzureichende Füllung
Unter extrem dynamischen Prozessbedingungen zeichnen sich Geräte aus, die in der Lage sind, die Energie hervorragend zu steuern. Der Schlüssel zu diesem Vorteil ist oftGenau die richtige inhärente DämpfungNicht extreme Gerätesteifigkeit.
Steifigkeit SteSteifigkeit SteSteSteifigkeit
Dämpfung ist ein Stabilisierungswerkzeug.
Dämpfung ist ein Stabilisierungswerkzeug.
Bei der Beurteilung von Spritzgießgeräten als gut oder schlecht wird die Präzision oft als Kernkradier betrachtet: die Suche nach höherer Körpersteifheit, empfindlicher Servoreaktion und schnellerer Beschleunigungsleistung. Diese Kriterien gelten in den meisten Formszenarien, aber unter extremen Formbedingungen für anspruchsvolle Verpackungsprodukte kann sie sich negativ auswirken.
Einschränkungen der vollelektrischen Spritzwelle
Dynamische Reaktion und leichtere Druckspitzen beim V/P-Schalten
Sofortige Druckabfälle können auftreten, wenn das System übertrieben oder untertrieben wird
Das Prozessfenster ist eng, die Fehlertoleranz ist sehr schlecht und es ist schwierig, sich an die vielfältige tatsächliche Produktionsumgebung anzupassen.
Natürliche Vorteile der Servohydraulische Injektionseinheit
Die Komprimierbarkeit des Hydrauliköls reagiert auf die steuerbare Ventilgruppe und bildet eine inhärente Dämpfung, die es dem System ermöglicht, den Stoß zu reduzieren und die kinetische Energie beim Ende des Aufgießens glatt freizugeben:
Langsam verlangsamen und Druckspitzen senken
Vermeiden Sie Druckabfall
Adam Isbitsky betont: „Das bedeutet nicht, dass Hydrauliksysteme präziser sind als vollständig elektrische Systeme. Der Schlüssel ist, dass die inhärente Dämpfung ein zentrales Element für die Prozessstabilität ist, insbesondere beiDünnwandverpackungen, große Gramm-Fässer, in-Form-Etikettierung und Hochkammer-StapelProduktionsszenen. In einigen Formprozessen können die hohen Präzisionseigenschaften der vollelektrischen Spritzwelle durch Schwankungen der Arbeitsbedingungen vor Ort beeinflusst werden, was die Steuerstabilität der V / P-Schaltphase beeinträchtigt. ”
Feedback-Abstand
Unsichtbare Variablen, die die Kontrollgenauigkeit bestimmen
Unsichtbare Variablen, die die Kontrollgenauigkeit bestimmen
Eine weitere, eng verknüpfte, aber oft vernachlässigte Variable: Die Position, an der das Gerät ein Drucksignal erfasst, und die Reaktionsgeschwindigkeit auf den realen Zustand der Schmelze an der Rückkopplungseinlassung dieses Signals.
Hydraulische Injektionseinheit:DrucksensorenIn unmittelbarer Nähe zum Hydraulikantrieb ist der Hydraulikdruck direkt mit dem Schmelzantrieb verbunden und das Rückkopplungssignal spiegelt den Schmelzestand der Kontaktfläche der Düse/Form wider.
Vollständig elektrische Einheit:Ohne einen Düsen-/Hohldrucksensor wird der Schmelzendruck in der Regel indirekt durch die Messung des Motordrehmoments oder der Spannungsmessung berechnet, das Signal wird durch Filtern und Algorithmen verzögert und die Messungen können von den Echtzeitbedingungen der Schmelze abweichen.
Während der dynamischen Veränderungen im Millisekundengehalt am Ende des Aufladens werden die beiden Signaldifferenzen direkt in eine Lücke in der Produktkonsistenz umgewandelt.
Vier große Szenen
Dynamische Stabilität bestimmt die endgültige Leistung
Dynamische Stabilität bestimmt die endgültige Leistung
Dünnwandverpackung
Füllzeit < 0,2 Sekunden, Verriegelungsform End Druck Veränderungsrate ist sehr hoch, das Prozessfenster ist sehr eng, jede Schwankung des V / P-Schalts wirkt sich direkt auf die Qualität des Fertigproduktes aus.
Verpackungsfässer
Große Injektionsmengen Produkte tragen mehr kinetische Energie in der Füllschaltphase, in Verbindung mit der großen Formprojektionsfläche, wird der kleine Druck verursachte Fehler erheblich verstärkt. Die Projektionsfläche vergrößert die Folgen jeglicher Druckverschiebung. Der Druckspitze verursacht die Fässermündung, und der Druckfall führt zu einem Mangel an der Fässermündung; Gleichzeitig sind Produktverzerrungen und elliptische Verformungen sehr empfindlich auf Spitzendruck und Druckhaltgradiente.
"Die Gleichbremsungseigenschaften, die eigenständige Dämpfung des Hydrauliksystems und die Rückkopplung des Nahdrucks verhindern effektiv Über- und Unterregulierungen, ohne die Verriegelungskraft zu erhöhen oder den Formzyklus zu verlängern, was die Präzisionsregelung der Druckhaltekurve erleichtert", sagt Adam Isbitsky.
In-Form-Etikettierung (IML)
Der Etikettierungsprozess erfordert eine kontinuierliche und reibungslose Veränderung des Formkammerdrucks während des gesamten Füllprozesses. Kleine Druckspitzen kratzen und Etiketten aufheben; Ein leichter Druckfall kann zu unzureichendem Druck an den Etikettenrändern führen, was zu Problemen wie Blasen und Einsatzstoffverschiebung führt.
Adam Isbitsky sagt: „Die Zeitmessung, die Luftströmung und die elektrostatischen Eigenschaften des Roboters haben viele Variablen für das gesamte System eingebracht, und wir wollen nicht, dass die Geräte selbst durch die Druckkurve der Schaltphase außer Kontrolle geraten und die Prozessinstabilität weiter verschärfen.“
Hohe Hohlräume und Stapel
Die Projektionsfläche von Hochkammer-Stapelformen ist groß, und die Mängel durch Druckschwankungen erscheinen synchron in allen Kammern, was die Produktionskosten erheblich erhöht. Die ungleichmäßige Ableitung des Wärmekanals in Kombination mit der Schaltdruckabweichung erhöht den Gewichtsunterschied der verschiedenen Hohlprodukte; Selbst wenn es nur geringfügige Unterschiede in der Leistung des Endzustands der beiden Seiten des Stapels gibt, wird die gesamte Mengenqualität der Form instabil sein.
Diese Form muss eine gleichmäßige Temperatur des Heißkanals und eine genaue Zeitreihenfolge der Öffnung und Schließung der Nadelventilüffnung gewährleisten. Mit einer schnelleren Signalreaktion und einem Druckrückkopplungsprogramm, der den Aufnahmepunkt in der Nähe der Schmelze aufweist, kann die Reaktionszeit des Steuerkreises an den Kernprozessknoten verkürzt und die Formkonsistenz stabilisiert werden.
Auswahl des Kerns
Passende dynamische Leistung des Geräts
Passende dynamische Leistung des Geräts
Voll elektrische SpritzgießmaschineEs ist immer noch die bevorzugte Wahl für die meisten Verpackungsszenarien und bietet eine hervorragende Präzision und Wiederholbarkeit bei Energieeinsparung, geringem Rauschen und mittleren dynamischen Anforderungen. Aber in der Produktionsszene von extrem schnellem Füllen, großen Injektionsmengen und hohen Hohlformen,Servohydraulische InjektionseinheitSie verfügen über deutliche 综合ale Vorteile.
Die wissenschaftliche Selektionslogik ist, ausgehend von den Prozessanforderungen, eindeutig sicherzustellen, dass das Gerät in den kritischen Millisekunden vor dem Druckstart dynamisch stabil bleiben kann. Bei schwierigen Verpackungsformen ist dies die Kernkompetenz, um die tatsächliche Leistung der Geräte zu definieren.