07,10,2026 0Ansichten
Im Spritzgießprozess,"Schmelztemperatur" ist ein Schlüsselindikator für Produktqualität, Formstabilität und ProduktionseffizienzObwohl wir die Temperatur durch die Rohrheizung einstellen können, ist die tatsächliche Schmelzklebenmittertemperatur anfällig für den Einfluss von "Schneidwärme" und "Plastizierungsparametern", insbesondere der Schraubendesign, die Drehzahl und der Rückdruck auf die Schmelzklebentemperatur, die nicht zu vernachlässigen sind.
Daher ist die wirkliche Temperaturregelung für hochwertige Spritzgießmaschinen nicht nur das Verwalten der Rohrwärmung, sondern die gesamte Technik der Materialzustandskontrolle und der plastischen Energieumwandlungseffizienz.Aus der Sicht der Konstruktion von Massenproduktionsanlagen hängt die Schmelztemperatur nicht nur von der Einstellung der Prozessparameter ab, sondern auch von der plastifizierten Struktur der Spritzgießmaschine selbst und der Genauigkeit des Temperaturregelsystems eng zusammen.。
Warum ist die Spritzgießmaschinenrohrtemperatur nicht gleich der echten Schmelztemperatur?
"Schmelzklebentemperatur" und "Rohrtemperatur" scheinen eng verbunden zu sein, aber in der Tat haben die beiden Bedeutungen und Messmethoden wesentliche Unterschiede, wenn man sich nur auf die Rohrtemperatur als Grundlage für die Formparameter verlassen kann, ist es oft leicht, den tatsächlichen Schmelzklebezustand zu unterschätzen, was zu Qualitätsschwankungen und Verringerungen der Gutheit führt.

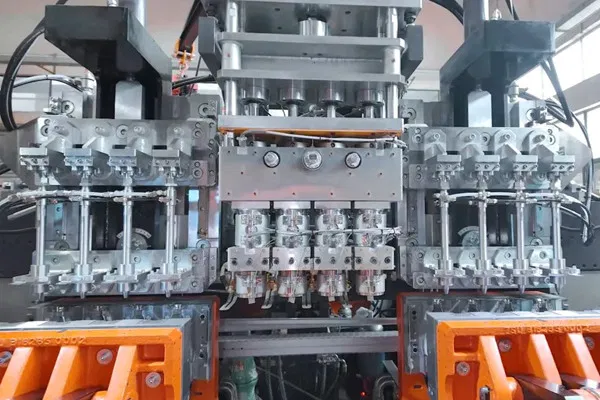
Abbildung 1. Darstellung der Kernstruktur der Heizung der Spritzgießmaschine
Der auf dem Rohr installierte Sensor (Thermoelektrokoppel) misst die Wandtemperatur des Rohres und nicht die wirkliche Temperatur des Schmelzklebens, aber die Wärme muss durch die Heizung der Elektroplatte des Rohres auf den internen Schmelzkleber übertragen werden, so dass sie anfällig für die Umgebungstemperatur und die Abkühlung der Geräte ist, was den Unterschied zwischen den Messwerten und den Einstellungswerten weiter verursacht.
Wenn die Schmelztemperatur des Klebstoffs zu hoch ist, kann der thermische Spalt leicht ausgelöst werden, was zu einer Verfärbung des Materials, Blasen, Silberdrahten, Verbrennungen und sogar der Freisetzung von schädlichen Gasen führt, was nicht nur die Strukturfestigkeit verringert, sondern auch die Aussehen beeinflusst. Im Gegensatz dazu, wenn die Schmelzklebentemperatur niedrig ist, wird die Plastikmobilität unzureichend sein, was leicht zu Mängeln wie Kurzstrahlung, unvollständige Füllung, Schmelzleitung und Kühlstoffspuren führt, was zu einer instabilen Größe des fertigen Produkts führt.
Daher kann die Temperatureinstellung des Rohres allein den tatsächlichen Schmelzklebezustand nicht effektiv beherrschen.In der Praxis sollte mit Schmelzkleberaufnahme, Temperaturmessung, Korrektur und anderen Methoden kombiniert werden, um den gesamten Prozess zu optimieren und zu kontrollieren.。
Wie beeinflusst die Schneidwärme die Schmelzklebstemperatur beim Spritzgießen?
Die Schmelztemperatur des Klebstoffs wird neben der äußeren Beheizung des Rohres beeinflusst, was noch wichtiger ist, ist der Beitrag zur „Schneidwärme“, die durch die Drehung der Schraube erzeugt wird. Wenn sich die Schraube mit hoher Geschwindigkeit dreht oder der Rückdruck hoch ist, wird der Kunststoff stark gereibt und gedrückt, wodurch die lokale Wärmeenergie rasch ansteigt, die oft die Energie übersteigt, die durch die Wärmescheiben bereitgestellt wird.Besonders bei Rohren mit großem Durchmesser oder bei der Verwendung von hochviskozen Materialien (z.B.PVC,PEEKwarten)Die Verteilung der Schmelztemperatur wird ungleichmäßiger sein, und der Temperaturunterschied zwischen Zentrum und Rand kann Dutzende Grad betragen.
Auch die Anforderungen an die Schneidkontrolle sind unterschiedlich:
Hochgeschwindigkeitsverpackung: Wert auf die Plastifizierungseffizienz und die stabile Schnittleistung, um kurze Zyklen und Massenproduktionsprozesse zu vermeiden, Schmelzklebstemperaturschwankungen verursachen Füllinstabilität, wodurch Produktgewichtsabweichungen oder Erscheinungsdefekte entstehen.
Präzisionsoptik: Eine geringe Gleichstellung der Schneid- und Schmelztemperatur ist erforderlich, um eine lokale Überhitzung zu vermeiden, die zu Spannungsresten führt und die Lichtdurchlässigkeit, die Brechung und die Oberflächenqualität des Produkts beeinflusst.
Recycling / Mikroschaum: Schwerpunkt auf Kunststoff-Wärmeprozess-Management und Schnitt-Energie-Kontrolle, um den sekundären Abbau von Recyclingstoffen zu vermeiden und kann die Blausenheit und Schaumstoffvergrößerung aufrechterhalten.
Wärmeempfindliche Materialien wie PVCPOMPLA usw.)Beachten Sie die Kunststoffbleibzeit und das geringe Schnittdesign, um den Materialabbau, die Karbonisierung und die Produktion von giftigen Gasen zu vermeiden und die Formsicherheit zu gewährleisten.
Daher, um ein besseres Spritzgießen von Schmelzkleber zu ermöglichen, zusätzlich zur Wärmeversorgung durch Elektrothermische Platten,Die Auswahl verschiedener Schraubendesigns, die Anpassung der Schraubendrehzahl und des Rückdrucks können die Schmelzklebeflüssigkeit effektiv verbessern und das Ziel einer besseren Füllung erreichen.。
Wie beeinflusst das Schraubendesign die Temperaturverteilung und die Stabilität des Schmelzklebes?
Die Kernfunktion der Spritzgussschraube besteht nicht nur in der Förderung und Schmelze von Kunststoffen, sondern auch in der Schlüsselsteuerung des gesamten plastifizierenden Energieumwandlungsprozesses.
Die Standard-Spritzschraube besteht aus drei Abschnitten:
Zufuhrsegment: Fördert feste Kunststoffpartikel und erhitzt sie bis zum Schmelzpunkt.
Kompressionssegment: Schmelzen und Mischen von Kunststoffen, die in diesem Abschnitt erzeugte Schneidwärme ist die Hauptquelle für Schmelzklebentemperaturanstiege.
Messbereich: Gleichmäßige Schmelzklebe und stabile Ausgabe, diese Temperaturregelung muss genau sein, um den Abbau von Kunststoffen oder die Beeinträchtigung der Mobilität zu vermeiden.
Das richtige Schraubendurchmesserverhältnis (L/D) und das Kompressionsverhältnis beeinflussen direkt die Schneidwärmeerzeugung und die Temperaturverteilung des Schmelzklebes.Daher hängt die Stabilität der Schmelzklebqualität in modernen Spritzgießgeräten nicht nur vom Schraubendesign selbst ab, sondern auch von der stabilen Steuerung der Schraubendrehzahl, der Stabilität der plastifizierten Last, der mechanischen Konstruktionssteifheit und der Genauigkeit des Antriebssystems in hohem Maße zusammen.。
FCS-Geräte-Design-Fälle:
Spritzgießmaschine der Serie SAGeeignet für Multi-Form-Loch-/High-Speed-Verpackungen, Automobilteile, Logistikpaletten und die Massenproduktion großer Werkstücke. Stabile plastische Belastung über eine lange Zeit durch hohe Steifigkeit und Öldruckausgang.
Vollelektrische Spritzgießmaschinen der Serie CT-eGeeignet für Elektronik, Optik, Medizin und Mikroschaumstoff-Anwendungen. Reduzieren Sie die Schwankungen der plastifizierten Wärme und verbessern Sie die Stabilität der Schmelzklebqualität durch eine hochpräzise Servo-Steuerung.
Wie beeinflussen Schraubendrehzahl und Rückdruck die Schmelztemperatur?
Die Drehung der Schraube erzeugt eine große Reibungswärme und ist eine der Wärmequellen für die Schmelze von Kunststoffen. Auf der tatsächlichen Produktionsstelle werden jedoch viele Bediener, um die Lagerzeit zu verkürzen, häufig die Drehzahl der Schraube erhöhen, so dass die Schmelzklebenmittertemperatur höher ist als die eingestellten Werte der Elektroplatte, was zu Qualitätsvariationen und Materialabbau führt, die durch einen lokalen Temperaturanstieg verursacht werden.
Die Testergebnisse zeigen, dass, wenn die Drehzahl der Schraube von 10 U/min auf 100 U/min erhöht wird, die durchschnittliche Temperatur des Schmelzklebes um etwa 3 ° C steigt und die lokale Temperatur sogar über 15 ° C steigt, was zeigt, dass die Schneidwärme bei der Hochgeschwindigkeitsverplastigung einen sehr bemerkenswerten Einfluss auf die Erwärmung des Schmelzklebes hat.

Abbildung 2. Einfluss der Drehzahl der Spritzgießmaschine auf die Schmelztemperatur
(Kunststoff: PP / Tonnen der Maschine: 100)
(Kunststoff: PP / Tonnen der Maschine: 100)
Der Rückdruck verbessert die Schmelzklebfestigkeit, die Temperaturgleichmäßigkeit und die Wärmeleitfähigkeit, wodurch die Temperaturverteilung stabiler ist.
Die Testergebnisse zeigen, dass, wenn der Rückdruck von 10 bar auf 30 bar erhöht wird, die durchschnittliche Temperatur des Schmelzklebes langsam um etwa 1 bis 2 ° C steigt und die Gleichmäßigkeit der Farbmischung und die Verbesserung der Viskositätsstabilität deutlich beobachtet werden können, insbesondere für Produkte mit einem hohen Anteil an Farbpulver.

Abbildung 3. Einfluss des Rückdrucks der Spritzgießmaschine auf die Schmelztemperatur
Beim Einstellen der Drehzahl der Schraube,Die Schnittgeschwindigkeit, das Viskositätsverhältnis und die Größe des Schraubendurchmessers des Referenzmaterials sollten im geeigneten Drehzahlbereich eingestellt werden, um Qualitätsvarianten durch einen lokalen Temperaturanstieg des Schmelzklebes zu vermeiden.。
Wärmeempfindlichkeit und Temperaturkontrollstrategien für verschiedene Kunststoffe
"Wärmeempfindlichkeit" bezeichnet das Phänomen, dass thermoplastische Kunststoffe beim Spritzgießen aufgrund des Heizprozesses leicht zerrissen oder verfälscht werden. Die Wärmeempfindlichkeit verschiedener Materialien unterscheidet sich sehr stark, z. B. PVC, PC, PET und andere Materialien müssen die Temperatur und die Aufenthaltszeit speziell kontrollieren. Häufige thermoplastische Kunststoffe bei der Spritzguss Wärmeempfindlichkeit Kontrolltabelle ist wie folgt:
Tabelle 1, Kontrolltabelle der Wärmeempfindlichkeit der üblichen thermoplastischen Kunststoffe beim Spritzgießen

Wie geht eine intelligente Spritzgießmaschine von der Erfahrungssteuerung zur Datensteuerung?
Um eine wirklich stabile Schmelzklebqualität zu erzielen, muss nicht nur die Zahl auf der elektrischen Wärme des Rohres festgelegt werden, sondern auch die Veränderungen des Materials unter dem Schneiden und die Konstruktionsintegration der Prozesssteuerung mit der Spritzgießmaschine verstanden werden. Modernes intelligentes Spritzgießen hat allmählich Technologien wie die Temperaturüberwachung der Düse, die Temperaturüberwachung in der Form und die Wasserdurchflusstemperaturanalyse eingeführt, die zukünftigen Wettbewerbsschlüssel für Spritzgießeinrichtungen werden sich wenden:
Plastifizierte Energiekontrollfähigkeit
Qualitätsstabilität des Schmelzklebes
Intelligente Datenintegration
Neben der ProzessoptimierungIntelligentes Fertigungssystem iMF 4.0Die Integration von Plastik-Energieüberwachung, Prozessstabilitätsanalyse und Energieverbrauchsmanagement unterstützt die Erreichung der ESG-Ziele für Energieeinsparung und nachhaltige Fertigung.
FAQ: Spritzgießmaschinen Schmelzkleb Temperaturregelung Häufig gestellte Fragen
01、Ist die Rohrtemperatur der Spritzgießmaschine gleich der tatsächlichen Schmelztemperatur?
Die tatsächliche Schmelztemperatur ist höher als die Rohrtemperatur. Die Rohrtemperatur wird in der Regel durch einen Sensor gemessen, der außerhalb des Rohres installiert ist und hauptsächlich die Wandtemperatur des Rohres widerspiegelt; Die tatsächliche Schmelzklebenmittertemperatur wird jedoch von Schneidwärme, Schraubendrehzahl, Rückdruck, Materialviskosität und Plastisierungsbedingungen beeinflusst, so dass es einen Temperaturunterschied zwischen beiden geben kann.
02、Warum kann eine zu hohe Schmelztemperatur die Spritzgussqualität beeinflussen?
Eine zu hohe Schmelztemperatur kann zu einer thermischen Spaltung des Materials führen, die zu Verfärbungen, Blasen, Silberdrahten, Verbrennungen, schwarzen Flecken oder einer Festigkeitsverringerung führt. Bei thermisch empfindlichen Materialien wie PVC, POM und PLA kann eine hohe Temperatur auch den Abbau und die Produktion von schädlichen Gasen auslösen, was eine genauere Temperatur- und Aufenthaltszeit erfordert.
03、Welche Spritzgussfehler kann eine zu niedrige Schmelztemperatur verursachen?
Zu niedrige Schmelzklebentemperatur kann die Plastikflüssigkeit unzureichend machen, leicht kurze Sicht, unvollständige Füllung, Schmelzleitung, Kühlstoffspuren und Dimensionsunstabilität und andere Probleme verursachen, die auch das Erscheinungsbild und die Konstruktionsqualität des Fertigproduktes beeinträchtigen können.
04、Was ist Schneidhitze? Warum beeinflusst es die Schmelztemperatur?
Schneidwärme ist die Wärmeenergie, die durch Reibung und Extrusion beim Drehen, Komprimieren und Mischen von Kunststoffen erzeugt wird. Wenn die Drehzahl der Schraube zu hoch ist oder der Rückdruck zu groß eingestellt ist, erhöht sich die Schneidwärme, und wenn die Rückkopplungstemperatur des Rohres höher ist als die eingestellte Temperatur, bedeutet dies, dass die Schneidwärme höher ist als die elektrische Wärmeplatte, die Wärmeenergie liefert, was die Formstabilität beeinflusst.
05、Je schneller die Drehzahl der Schraube ist, desto besser ist die Plastifizierungseffizienz?
Nicht unbedingt. Eine höhere Schraubendrehzahl verkürzt die Lagerzeit, erhöht aber auch die Schneidwärme, was zu lokaler Überhitzung, Materialabbau oder Qualitätsschwankungen führen kann. Bei der tatsächlichen Einstellung sollten die Materialeigenschaften, der Schraubendurchmesser, die Produktanforderungen und der Formzyklus angepasst werden.
06、Welche Rolle spielt Rückdruck beim Spritzgießen?
Die Hauptfunktion des Rückdrucks ist die Verbesserung der Schmelzklebfestigkeit und die Entfernung von Gasen, aber auch die Verbesserung der Mischung, der Temperaturgleichmäßigkeit und der Tonerdispersion, die zur Verbesserung der Plastisierungsstabilität beitragen. Allerdings kann ein übermäßiger Rückdruck auch eine Verschlechterung der Schneidwärme und der Wärmebelastung des Materials verursachen, so dass ein Gleichgewicht zwischen der Mischung und der Kontrolle des Temperaturanstiegs erforderlich ist.
07、Welche Kunststoffe benötigen besondere Aufmerksamkeit auf die Schmelztemperaturregelung?
PVC、POM、PLA、PC、PET、 Nylon PA, PEEK, PMMA und andere Materialien sind empfindlich für Temperatur oder Feuchtigkeit, Hydrolyse usw. Bei der Formgebung muss besondere Aufmerksamkeit auf Trocknungsbedingungen, Rohrtemperatur, Schraubendrehzahl, Rückdruck und Aufenthaltszeit geschenkt werden, um Materialabbau, Verfärbung oder Gaserzeugung zu vermeiden.
08、Wie kann die Temperaturstabilität des Schmelzklebes beim Spritzgießen verbessert werden?
Sie können von Materialtrocknen, Rohrtemperatureinstellung, Schraubendesign, Schraubendrehzahl, Rückdruck, Lagerzeit und Prozessüberwachung beginnen. Durch die Prozessdatenanalyse mit einem intelligenten Spritzgusssystem können die Plastizierungsenergie, die Temperaturschwankungen und die Formstabilität weiter erfasst werden.
09、Welche Lösungen bietet FCS Spritzgießmaschinen für Kunden aus verschiedenen Branchen?
FCS erfüllt die Anforderungen der Industrie durch verschiedene Modelle, wie die SA-Serie für Hochgeschwindigkeitsverpackungen, Autoteile, Logistikpaletten und Großserien; Die vollelektrische Spritzgießmaschine CT-e eignet sich für Elektronik, Optik, Medizin und Präzisionsformungsanwendungen. Mit dem intelligenten Fertigungssystem iMF 4.0 können die Prozessüberwachung, das Energiemanagement und die Datenanalyse weiter integriert werden, um die Stabilität der Produktion zu verbessern.